近年来,世界性的资源紧缺以及因使用石化燃料而产生的日益严重的生态破坏、环境污染,迫使人类加大探索清洁能源和可再生能源的力度。发达国家纷纷关注光伏太阳能,相继实施“阳光计划”。世界太阳电池组件产业的高速增长,位于世界发电市场增长率的首位。
随着太阳电池组件的迅速发展,其技术的不断革新,产品逐步向美观、时尚化、高可靠性、高性能方向发展,使用胶粘剂的粘接技术实现电池片封装、边框粘接密封、接线盒与背板粘接、接线盒灌封、汇流条背板切口密封已经成为发展趋势,也被越来越多的制造厂家所采用,应用胶粘剂所取得的技术经济效益引起了太阳电池组件行业的极大重视和关注。
硅橡胶密封剂使用方便,粘接强度高,密封性能好,粘接材料范围广,电绝缘性能好,优良的耐候性,广泛用于太阳电池组件的粘接与密封。EVA系列胶粘剂具有优异的透光性能,普遍用于太阳电池片与玻璃和背板的封装。
一、太阳电池组件用胶粘剂应具备的性能
1.粘接性能
胶粘剂的主要功能是将被粘接材料连接在一起。太阳电池片通过EVA和背板及玻璃层压后,需要用胶粘剂将其和铝合金边框粘接,粘接组件需要承受自重、风载、积雪、冰雹等机械载荷,因此胶粘剂应具备足够的粘接强度,以满足太阳电池组件承受机械载荷的要求。粘接组件内的应力传递与传统的机械连接方式相比,应力分布更均匀,而且粘接的组件结构比机械连接(铆接、焊接、用胶条过
盈连接和螺栓连接等方式)强度高、成本低、质量轻。太阳电池片、玻璃、背板等薄壁易变形或易碎件通过粘接复合后可充分发挥各部件的全部强度。
2.光学性能
未经保护的太阳电池片置于自然环境当中会影响其稳定性、可靠性和使用寿命,必须加以封装与外界环境隔绝才能保证其长期稳定发电,用于太阳电池片封装的胶粘剂应当是具有高透光性能,此外封装用胶粘剂的折射率也应和玻璃、太阳电池片相匹配,保证光的吸收效率。在太阳电池组件封装工艺中普遍采用EVA材料,其光学性能能够满足当前的封装工艺要求。
3.密封性能
密封实际上是防止产生破坏作用的液体和气体的渗入。在太阳电池组件装配工艺过程中对胶粘剂的密封性要求是极其严格的,胶粘剂本身必须具备无气孔汽泡,而且固化后的胶粘剂在结构上应当是连续、均质且致密的,具有阻隔介质透过的性能。胶粘剂对材料的粘接界面性能对防止液体和气体的渗透起到阻止作用,对密封可靠性也有直接影响。胶粘剂的密封性能是影响组件可靠性和稳定性的一个极其关键指标。
4.对不同质材料的粘接性能
太阳电池组件制造的主要材料如玻璃、铝合金边框、背板和接线盒,由于供货厂商不同,因而其表面状态和材质都有很大差别,各种品牌的胶粘剂的实际粘接效果也有很大的差异性,根据我们几年来积累的实验数据和经验,任何一种材料的改变都要作充分的粘接试验,以验证结果的适用性和符合性。
5.变形能力
太阳电池组件在使用过程中,因风载、积雪、冰雹等外力载荷和温度变化会使部件之间产生一定变形和相对位移,因此胶粘剂应当具有良好的吸收变形的能力,来调节被粘接物的受外力变形能力防止太阳电池组件在使用环境中造成损坏。如果太阳电池组件在交变温度中使用,胶粘剂可在不同材料间进行微量伸缩或变形,通过微量伸缩或变形的过程可有效调节不同质材料间的热膨胀差异,从而达到牢固粘接成一体之目的。
6.耐老化性能
太阳电池组件生产厂家及客户对太阳电池组件寿命要求年限有很大差别,通常来讲寿命要求达到25年。粘接部位在漫长的使用过程中,受到光、热、水、氧(臭氧)以及盐类和微生物的作用性能会逐渐下降,这一过程就是所谓的老化。太阳电池组件装配用到的胶粘剂经过老化过程后其物理、机械、电气和光学性能必须在一定的指标之上,才能保证太阳电池组件在承诺的寿命期限内稳定、可靠、安全地工作。
7.相容性能
太阳电池组件装配用到的各种胶粘剂应具备良好的相容性,即胶粘剂在固化过程中或固化后与太阳电池组件上的所有材料都不能发生不良反应,如胶体变黄、EVA变黄、接线端子腐蚀等负面反应。
8.电气绝缘性能
电气绝缘性能是太阳电池组件内带电元器件使用的胶粘剂的一个重要指标,特别是并入电网发电的太阳电池组件,胶粘剂的绝缘性能已成为关系到人身安全的一个重要问题,这一性能通常用体积电阻率和击穿电压来衡量。
二、胶粘剂在太阳电池组件制造过程中的应用
1.层压件与边框的粘接和密封
边框和层压好的层压件的装配要求是紧密配合,并且连接牢固。边框与层压件之间要有很好的密封性,虽然是紧密配合但要求不损伤玻璃。用压装密封条装配,其优点是装配简便快捷,但其粘接强度不高。依靠胶条的弹性变形填充密封间隙内微观高低不平缺陷,因胶条变形能力有限,特别是微小缺陷不能完全填充,导致密封的可靠性不高。用胶粘剂装配的优势有如下几点:液态胶粘剂充分填充密封间隙,表面的微观高低不平缺陷可以得到很好的填充,固化后形成弹性胶层,密封能力显著提高;层压件与边框通过胶粘剂实现连续而且是高强度连接,太阳电池组件承载能力和整体刚性大大提高,并且应力分布更均匀;固化后的胶层具有良好的弹性变形能力,以适应太阳电池组件使用中的热变形和外力变形。电池组件使用中的热变形和外力变形。
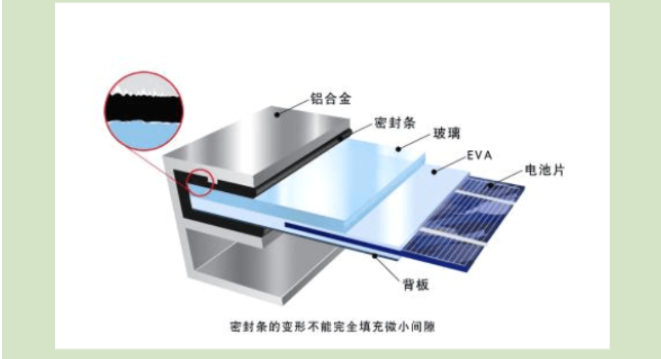
图1是采用上述两种密封装配工艺的微观结构图。
图1两种不同装配工艺的密封效果图
因太阳电池组件工作在户外极其恶劣的自然环境中,其组装用的很多材料(铝合金边框、超白玻璃、EVA、TPT、PVDF)是采用新技术或者专利保护材料,无论材料本身还是其表面处理工艺都有较高的技术含量。而不同厂商供应的材料之间也有很大的差异,我们对太阳电池组件用到的各类材料(凡是和胶粘剂接触的或者会产生间接影响的)都做了大量的对比性试验研究。在选择材料供应商和制定装配工艺时有如下几个方面需要给予关注:
(a)铝合金边框的表面处理工艺与胶
粘剂的粘接性能
铝或铝合金自身的抗氧化、耐腐蚀能力差,但是经过适当的表面处理后表现出极佳的抗氧化和耐腐蚀能力。组件装配用的铝合金边框表面都是经过一定工艺处理过的,常用的处理工艺有阳极化处理、电泳涂装、氟碳涂层等。1527太阳电池组件专用密封剂与阳极化处理的铝合金表面、丙烯酸电泳涂层铝合金表面都有很好的粘接性能和耐老化性能。表面处理工艺铝合金与1527的粘接性能处理工艺阳极化处理电泳涂层破坏方式*未经老化C100C100老化后**C100C100 *C=cohesionfailure(内聚破坏),A=adhesionfailure(界面破坏)*85℃、85%RH老化1000h.
(b)背板材料与胶粘剂的粘接
TPT几乎成了背板的代名词,2007年整个太阳电池组件行业的产能剧增,背板材料的需求与供给矛盾突出,在买不到TPT的情况下,很多厂家试用PET、PVDF等新的背板材料。胶粘剂和背板类高分子材料粘接与否和背板材料的分子结构和表面能有很大关系。如果背板材料表面未经任何处理,其表面能很低,粘接强度很低,这些背板材料的表面只有经过适当的表面处理才可以粘接。这类高分子材料的表处理方法有电晕处理、等离子处理、火焰处理和底剂处理法。
背板材料
一代TPT二代TPT未处理PVDF等离子处理PVDF1779底剂处理PVDF, PET * 未经老化C100C100A100C100C100C100 ,老化后**C100C100A100C100C100C100 ,*C=cohesionfailure(内聚破坏),A=adhesionfailure(界面破坏)**85℃、85%RH老化1000h2.电池片与玻璃、背板的封装电池片未经封装不能长期稳定发电,作为电源用必须将若干单体电池片串、并联连接并严密封装成组件。玻璃、电池片、背板材料需要通过胶粘剂进行封装,这层胶粘剂不仅要提供良好的电绝缘性能,还须具备以下特性:高的透光率;紫外稳定性(不黄变);有一定的弹性,使电池片在热变形及外力冲击下不致破裂。目前使用最为广泛的封装材料是EVA。EVA是一种热熔胶粘剂,经过一定条件热压发生熔融粘接与交联固化,并变成高透光材料。固化后的EVA能承受温度变化且具有弹性,利用EVA将电池片和上层玻璃,下层背板,利用真空层压技术粘合为一体。
随着光伏建筑一体化技术的发展,EVA材料的封装工艺暴露出一定的局限性,特别是一些异型结构的双玻璃太阳电池组件,采用常见的层压工艺进行封装难度较大。UV固化胶粘剂可以采用湿法灌胶工艺,无需加压加温,只需一定波长和光强的UV光照射数十秒钟即可完全固化,达到封装的要求,这项技术有望成为今后的发展方向。
3.接线盒的粘接
太阳电池组件封装完成以后,需要通过胶粘剂把接线盒与背板粘接在一起。这就要求胶粘剂对各种背板及接线盒具有很好的粘接性能。为了确保接线盒在局部受力的情况下,即使长期老化后也不会从背板上脱落,要求胶粘剂具有较好的抗撕裂性能及耐老化性能。
4.接线盒的灌封
接线盒内元器件的绝缘性能要求很高,太阳电池组件在异常工作条件下会有大量电流通过旁路二极管并使其发热,为提高接线盒的散热性能及绝缘性能需要使用灌封胶,并达到防潮抗震的作用。灌封胶应具备以下特点:良好的流动性,能够流到狭小的缝隙中;有一定的可操作时间和较快的凝胶时间;固化后应具有良好的绝缘性能;对汇流条没有腐蚀;良好的耐老化性能。双组分有机硅灌封胶具有良好的绝缘性能、导热性和耐老化性能,无腐蚀性并具有良好的流动性,目前已被广泛应用与接线盒的灌封。
5.汇流条与背板切口处的密封
未使用灌封胶灌封的接线盒,为了防止外界潮气从汇流条背板切口处渗透到太阳电池组件内部,需要用胶粘剂来密封。胶粘剂应具有良好的绝缘性,同时对粘度有一定的要求,粘度低胶粘剂堆积厚度不够,达不到密封的效果;粘度高不能很好的浸润汇流条,影响密封性。
三、IEC和UL标准对太阳电池组件用胶要求的解读
目前关于太阳电池组件认证的标准主要有IEC61215[1]、IEC61730[2,3]和UL1703[4],下面是这几个标准对太阳电池组件用胶的要求。
1.IEC61215对太阳电池组件用胶的要求
根据10.3条规定,太阳电池组件中的载流部分与边框或外部之间的绝缘电阻不应低于400MΩ(组件面积小于0.1m2)或40MΩ·m2(组件面积大于0.1m2),因此胶粘剂应具有良好的电绝缘性能。根据10.3、10.10条规定,太阳电池组件需要进行室外曝露试验和紫外预处理试验,在测试试验以后要求外观没有明显的变化,并且绝缘电阻同10.3的规定,因此胶粘剂应具有良好的耐紫外光老化性能,并保持良好的电绝缘性能。
根据10.3、10.10条规定,太阳电池组件需要进行室外曝露试验和紫外预处理试验,在测试试验以后要求外观没有明显的变化,并且绝缘电阻同10.3的规定,因此胶粘剂应具有良好的耐紫外光老化性能,并保持良好的电绝缘性能。
根据10.9和10.18条规定,太阳电池组件需要进行热斑耐久试验和旁路二极管热性能试验,在试验过程中太阳电池组件会产生局部过热的现象,因此胶粘剂应具有良好的耐高温性能及良好的导热性能。
根据10.11和10.12条规定,太阳电池组件需要进行-40℃~85℃的冷热循环试验和-40 ℃~85℃、85%RH的湿冻循环试验,因此胶粘剂应具有良好的弹性来有效调节不同质材料间的热膨胀差异,并且具有良好的耐高低温和湿冻老化性能来满足组件的粘接性能和电绝缘性能。
根据10.13条规定,太阳电池组件需要进行85℃、85%RH老化试验,因此胶粘剂应具有良好的耐湿热老化性能,并保持良好的电绝缘性能。
根据10.15条规定,要求太阳电池组件浸入一定的水溶液中,其绝缘电阻不应低于400MΩ(组件面积小于0.1m2)或40MΩ·m2(组件面积大于0.1m2),因此胶粘剂应具有良好耐湿性及湿漏电性能。
根据10.16、10.17条规定,太阳电池组件在85℃、85%RH老化试验以后进行机械载荷和冰雹冲击试验,因此胶粘剂在湿热老化以后仍然具有良好的粘接性能和变形能力。
2.IEC61730-1对太阳电池组件用胶的要求
根据5.2条规定,用作带电部件外壳的胶粘剂应满足以下的要求:5-V阻燃等级;浸水试验(IEC60095-1-1)以后仍然保持5-V阻燃等级;如暴露在太阳下使用的,耐紫外老化试验以后满足ANSI/UL746-C中的规定(阻燃级别保持5-V,机械性能保持50%);灼热丝点燃试验大于30s。根据5.3条规定,用作带电部件支撑的胶粘剂应满足以下的要求:具有HB、V-2、V-1和V-0的阻燃级别,并至少达到表3相应的大电流起弧等级;系统电压小于600V时,相比电痕化指数(CTI)至少达到250V;系统电压在601~1500V之间,按照ASTMD2303中时间-弧闪测试法在 2.5KV下所测的斜板弧闪标定达到1h;如暴露在太阳光下使用,耐紫外老化试验以后满足ANSI/UL746-C中的规定(阻燃级别保持5-V,机械性能保持50%)。
阻燃级别和大电流起弧等级对应表阻燃级别
HB、V-2 、V-1 、V-0
3.IEC61730-2对太阳电池组件用胶的要求
根据10.6条规定,导电部分和边框或暴露的外表面应具有良好的绝缘性能,这个测试不但要在未老化以前进行,还要在各项老化验以后进行,因此胶粘剂在各项耐老化试验以后HWI60303015 还应具有良好的电绝缘性能。
根据10.7条规定,太阳电池组件需进行温度测试试验,在测试过程中,各部位的温度需比材料的RTI值小20℃,并不能使材料发生蠕变、扭曲、松弛、碳化或相似的损害,因此胶粘剂应具有较好的耐温性能。根据10.8条规定,太阳电池组件需进行火焰试验,因此胶粘剂应具有一定的阻燃性。
根据10.9条规定,当通过电池板的反向电流为太阳电池组件保险丝额定电流的135%时,接触到电池板的粗棉布或是薄纸(棉纸)不应该发生燃烧或者碳化及电池板本身也不应该发生燃烧,因此胶粘剂应具有比较高的燃点和良好的耐温性能。
根据10.10条规定,太阳电池组件需要进行撞击试验,因此胶粘剂应具有较好的粘接性能和变形能力。
4.UL1703对太阳电池组件用胶的要求
根据7.1条的规定,对作为会受到火或电冲击情况下的包封用的胶粘剂应满足UL746C中关于阻燃性、紫外照射、浸水、灼热丝点燃的规定的要求。
根据7.1条的规定,对作为会受到火或电冲击的支撑或绝缘用胶粘剂应满足以下要求:具有HB、V-2、V-1和V-0的阻燃级别,并至少达到表3相应的大电流起弧等级;系统电压小于600V时,相比电痕化指数(CTI)至少达到250V;系统电压在601~1500V之间,按照ASTMD2303中时间-弧闪测试法在2.5KV下所据第19条的规定,太阳电池组件在温度测试过程中,各部分的温度需比材料的RTI值小20℃,并不能使材料发生蠕变、扭曲、松弛、碳化或相似的损害,因此胶粘剂应具有较好的耐温性能。
根据第21和26条规定,太阳电池组件需测试漏电电流和绝缘体耐压试验,绝缘材料之间的漏电流需小于50µA,这个测试还需要在喷淋试验、冷热循环、湿冻循环试验以后进行,因此胶粘剂应具有良好的耐老化性能和电绝缘性能。
根据第22条规定,导线或电缆应能在结构的任何方向承受89N力的作用达1分钟,因此需要胶粘剂具有较好的粘接性能和抗撕裂性能。
根据第23条规定,太阳电池组件在使用过程中、电池板任何端点在承受以下力(直径12.7mm钢棒施加的89N的力的作用,钢棒末端的半径为12.7mm;直径1.6mm的钢棒施加的17.8N的力的作用,钢棒末端的半径为1.6mm)的作用达1分钟后,不能发生火灾、电击和伤害他人的危险,因此胶粘剂应具有较好的弹性变形能力。根据第27条规定,要求太阳电池组件浸入一定的水溶液中,其绝缘电阻不应低于400MΩ(组件面积小于0.1m2)或40MΩ·m2(组件面积大于0.1m2),因此胶粘剂应具有良好耐湿性及湿漏电性能。
根据第28条规定,当通过电池板的反向电流为太阳电池组件保险丝额定电流的135%时,接触到电池板的粗棉布或是薄纸(棉纸)不应该出现火焰或者碳化;电池板本身也不应该出现持续15秒钟或者更长时间的火焰,因此胶粘剂应具有比较高的燃点和良好的耐温性能。
根据第31条规定,太阳电池组件需进行火焰试验,因此胶粘剂应具有一定的阻燃性或较小的火焰蔓延速度。
根据第33、35、36、37条规定,太阳电池组件需要进行喷淋试验、冷热循环试验、湿冻循环试验和大气腐蚀试验,因此胶粘剂应具有较好的耐水性能、耐老化性能和耐候性能。
根据第41条规定,太阳电池组件需要进行机械载荷试验,因此需要胶粘剂具有较好的粘接性能和变形能力。
根据第42条规定,从背板上分离接线盒的拉力应不小于155.7N或接线盒重量的4倍,这个试验还需要在冷热循环试验、湿冻循环试验试验以后,因此需要胶粘剂具有较好的粘接性能和良好的耐老化性能。
四、小结
综上所述,胶粘剂在太阳电池组件的粘接和密封中起着极其重要的作用,已成为太阳电池组件制造过程中必不可少的“成员”之一。随着太阳电池组件产业的迅速发展,对胶粘剂的性能提出诸多严格的要求,尤其是电绝缘性能、阻燃性能和耐老化性能,目前市场上能符合要求的胶粘剂品种寥寥无几,这就要求我们加大科研力度,不断推出高性能的胶粘剂品种,才能满足太阳电池组件产业的高速发展要求。